Thi công móng cọc là khâu đầu tiên trong dự án xây dựng, liên quan đến sự ổn định và an toàn của công trình. Bài viết này sẽ trình bày những kiến thức cơ bản về móng cọc, phương pháp thi công cọc ống ứng suất trước, lựa chọn và sử dụng thiết bị đóng cọc, các biện pháp phòng ngừa khi thi công cọc và những điểm chính trong kiểm soát chất lượng cọc ống ứng suất trước.

Kiến thức cơ bản về móng cọc
Định nghĩa và thành phần của móng cọc
Móng cọc là hình thức móng sâu được sử dụng rộng rãi nhất, chủ yếu bao gồm các cọc chôn trong đất và mũ hoặc dầm mũ được kết nối với đỉnh cọc. Chức năng của nó là truyền tải trọng của tòa nhà phía trên xuống lớp đất sâu có khả năng chịu lực mạnh hoặc nén chặt lớp đất mềm để cải thiện khả năng chịu lực và mật độ của đất nền.
Phân loại cọc
Cọc có thể được chia thành cọc chịu lực và cọc ma sát theo điều kiện lực.
Cọc chịu lực xuyên qua các lớp đất mềm để đến các lớp đất cứng hoặc lớp đá, tải trọng kết cấu phía trên chủ yếu do sức cản của lớp đá chịu; cọc ma sát được đặt hoàn toàn trong các lớp đất mềm, khả năng chịu lực được cải thiện bằng cách nén chặt đất.
Theo phương pháp thi công, có thể chia thành cọc đúc sẵn và cọc đổ tại chỗ. Cọc đúc sẵn bao gồm cọc đóng, cọc đóng bằng nước, cọc đóng bằng rung và cọc áp lực tĩnh, trong khi cọc đổ tại chỗ bao gồm cọc khoan nhồi đúc tại chỗ và cọc đào đổ tại chỗ.
(Từ: THƯ VIỆN ASCE)
Phương pháp thi công cọc ống ứng suất trước
Phạm vi ứng dụng của cọc ống
Cọc ống bê tông cường độ cao ứng suất trước (PHC).
Cọc ống bê tông ứng suất trước (PC) thích hợp cho nền móng của các tòa nhà công nghiệp và dân dụng, đồng thời cũng có thể được sử dụng cho thiết kế nền móng của đường sắt, đường cao tốc và cầu, cảng, thủy lợi, kỹ thuật đô thị và các dự án khác.
Cọc ống bê tông cốt thép thành mỏng ứng suất trước (PTC) thích hợp làm móng cho các công trình công nghiệp và dân dụng, nhưng những khu vực có cường độ gia cố địa chấn lớn hơn 7 độ cần phải được kiểm tra riêng.
Phương pháp xây dựng chính
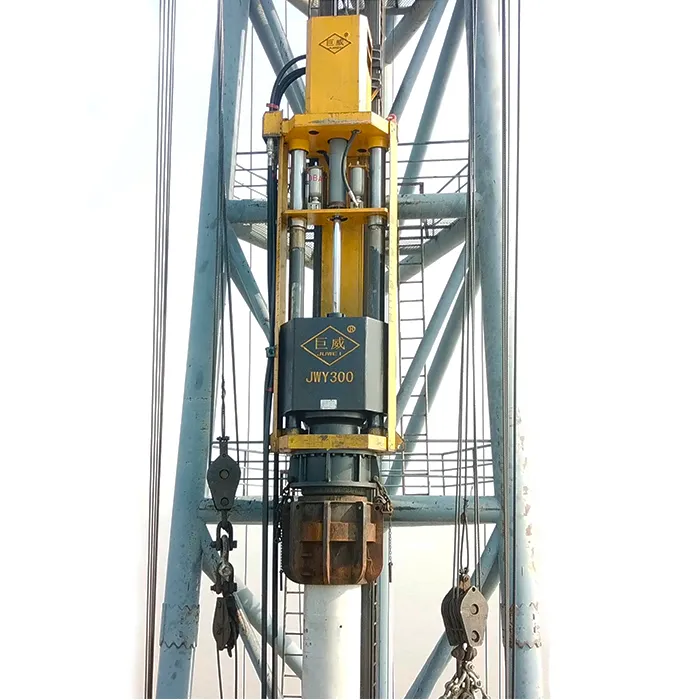
Các phương pháp thi công móng cọc ống bao gồm đóng búa, áp lực tĩnh, đóng lỗ (ép), khoan và đóng cọc, và đào trung tâm. Phương pháp đóng búa sử dụng búa diesel hoặc búa thủy lực, và phương pháp áp lực tĩnh sử dụng thiết bị như máy đóng cọc thủy lực kẹp.

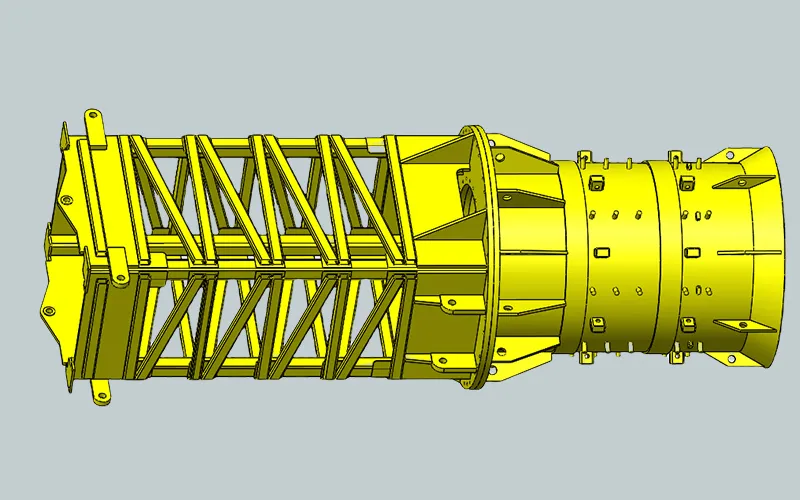
Lựa chọn và sử dụng thiết bị đóng cọc
Cài đặt mũ cọc và đệm
Mũ cọc phải có đủ độ bền, độ cứng và khả năng chống va đập, và phải được làm thành hình trụ. Độ sâu của hình trụ dùng để phủ đầu cọc phải từ 350 đến 400mm, và đường kính bên trong phải lớn hơn đường kính ngoài của cọc ống từ 20 đến 30mm. Khi đóng cọc, phải đặt một miếng đệm đàn hồi giữa mũ cọc và đầu cọc. Độ dày của miếng đệm phải đồng đều và độ dày sau khi đóng búa và đầm chặt không được nhỏ hơn 120mm.
Lắp đặt máy đóng cọc và đệm
Máy đóng cọc phải được chế tạo thành hình trụ và phải có đủ độ bền, độ cứng và khả năng chống va đập. Chiều dài của máy đóng cọc phải đáp ứng được yêu cầu về nồng độ đóng cọc, bề mặt đầu trên và đầu dưới phải phẳng và vuông góc với trục trung tâm của máy đóng cọc. Mặt đầu dưới của máy đóng cọc phải được mở ra để kết nối khoang bên trong của cọc với thế giới bên ngoài.
Các biện pháp phòng ngừa khi đóng cọc
Sử dụng búa đóng cọc
Không được khởi động búa đóng cọc trước khi búa đóng cọc được đặt hoàn toàn trên đầu cọc và hoàn tất mọi công tác chuẩn bị và kiểm tra cần thiết. Không được khởi động búa đóng cọc khi búa chưa rời khỏi ray dẫn hướng khung cọc hoặc đỗ trên bệ để tránh tai nạn. Để tránh đóng cọc lệch tâm, đường trục của cọc và đường tâm của cọc phải càng gần nhau càng tốt để đảm bảo đầu cọc chịu ứng suất đều.
Hiểu biết về chất lượng đất tại công trường xây dựng
Cần phải hiểu rõ chất lượng đất tại công trường để tránh hiện tượng búa đuổi. Sau khi giao cọc tự chìm, không nên vội vàng tham gia vào thi công bánh răng. Cần nâng piston trên lên một độ cao nhất định bằng móc bánh răng hạ cánh, để nó có thể rơi tự do và đập vào nó ở trạng thái trung tính bằng trọng lượng của chính nó, và thao tác được lặp lại. Sau đó quan sát sự thâm nhập của cọc vào đất. Khi độ thâm nhập nhỏ hơn 1,7m, có thể tham gia vào bánh răng.

Những điểm chính của Kiểm soát chất lượng cọc ứng suất trước
Kiểm soát chất lượng trước khi thi công
Cọc thành phẩm phải được kiểm tra chất lượng hình thức theo bản vẽ tiêu chuẩn hoặc bản vẽ thiết kế đã chọn. Kiểm tra que hàn, cọc chìm và các vật liệu, thiết bị khác để ghép nối cọc.
Kiểm soát chất lượng trong quá trình xây dựng
Độ sâu đóng (áp suất tĩnh), tiêu chuẩn kiểm soát búa dừng (sức cản lún cọc) và độ thẳng đứng của thân cọc (khung). Chất lượng liên kết cọc, khoảng thời gian liên kết cọc và tính toàn vẹn của đỉnh cọc. Số lần búa đóng trên một mét xuyên (sức cản lún cọc), số lần búa đóng trong 1m cuối cùng (sức cản lún cọc động), độ xuyên của ba mảng cuối cùng và độ cao đầu cọc, v.v.
Kiểm soát chất lượng sau khi xây dựng
Kiểm tra chất lượng thân cọc và chất lượng mối hàn sau khi hạ cọc thông qua chiếu sáng lỗ cọc. Độ lệch vị trí cọc, cao trình đỉnh cọc, độ xuyên, đo động biến dạng thấp, thử tải tĩnh.

Bản tóm tắt
Chất lượng thi công móng cọc liên quan trực tiếp đến độ ổn định của công trình. Công tác chuẩn bị thi công móng cọc cần được thực hiện tốt. Ví dụ: chọn đúng loại cọc và thiết bị đóng cọc, v.v.
JUWEI là chuyên gia trong sản xuất Thiết bị đóng cọc. Liên hệ với các chuyên gia JUWEI để tùy chỉnh giải pháp đóng cọc của bạn!
Tài liệu tham khảo:
Sổ tay kỹ thuật của Bauer Group: Thông số kỹ thuật của thiết bị đóng cọc tiên tiến.